






อุปกรณ์การแพทย์และชิ้นส่วนรากเทียม
Xincheng เป็นผู้ผลิตผู้จัดจำหน่ายและส่งออกอุปกรณ์การแพทย์และชิ้นส่วนรากฟันเทียมชั้นนำของจีน เทคโนโลยีการตัดเฉือน CNC สำหรับอุปกรณ์ทางการแพทย์และการปลูกถ่ายได้กลายเป็นเทคโนโลยีสนับสนุนหลักสำหรับการผลิตอุปกรณ์ทางการแพทย์และการปลูกถ่าย เนื่องจากมีการควบคุมความแม่นยำระดับไมครอน ความสามารถในการสร้างรูปทรงเรขาคณิตที่ซับซ้อน และความสามารถในการทำซ้ำของกระบวนการที่มีความเสถียร
ส่งคำถาม
รายละเอียดสินค้า
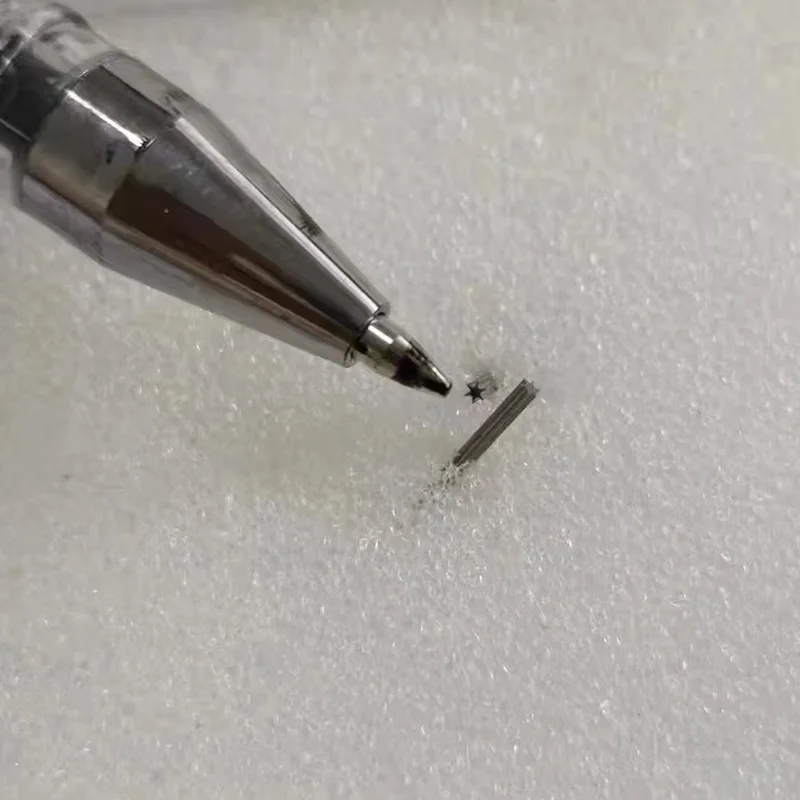
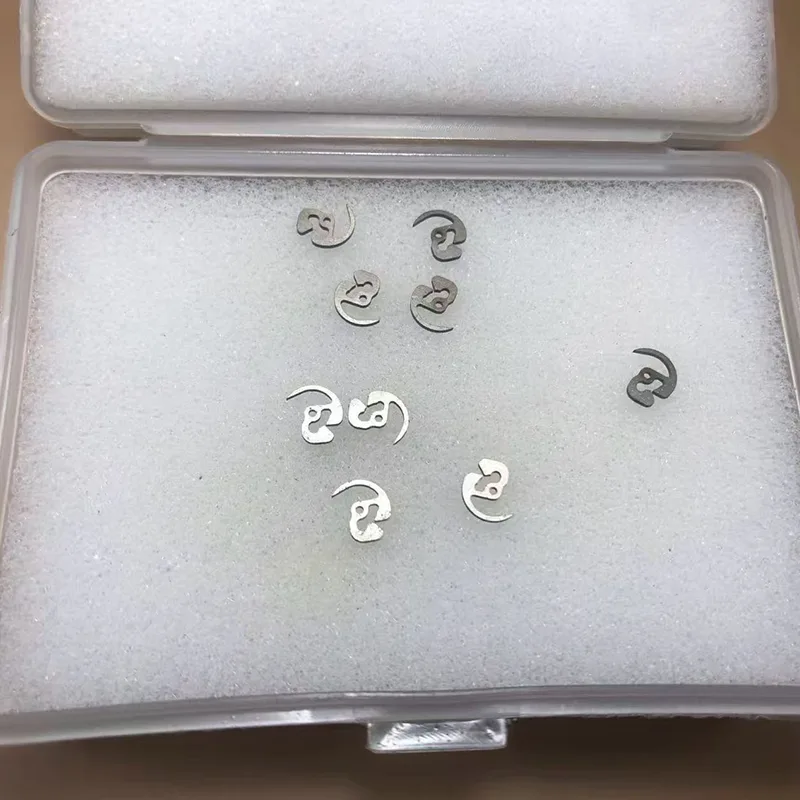
เทคโนโลยีการตัดเฉือนที่มีความแม่นยำสำหรับอุปกรณ์การแพทย์และชิ้นส่วนรากเทียม ที่มีการควบคุมความแม่นยำระดับไมครอน ความสามารถในการสร้างรูปทรงที่ซับซ้อน และความสามารถในการทำซ้ำของกระบวนการที่มีความเสถียร ได้กลายเป็นเทคโนโลยีสนับสนุนหลักสำหรับการผลิตอุปกรณ์ทางการแพทย์และส่วนประกอบของรากฟันเทียม ส่วนประกอบเหล่านี้เกี่ยวข้องโดยตรงกับความแม่นยำของการวินิจฉัยทางการแพทย์ ความปลอดภัยของขั้นตอนการผ่าตัด และความเข้ากันได้ในระยะยาวของการปลูกถ่ายกับร่างกายมนุษย์ กระบวนการผลิตของพวกเขาจะต้องเป็นไปตามประสิทธิภาพเชิงกล ความเข้ากันได้ทางชีวภาพ และข้อกำหนดด้านกฎระเบียบอุตสาหกรรมที่เข้มงวดไปพร้อมๆ กัน ทำให้กลายเป็นสาขาย่อยที่สำคัญในภาคการผลิตทางการแพทย์ระดับไฮเอนด์
หมวดเทคโนโลยี
อุปกรณ์การแพทย์และชิ้นส่วนรากเทียมที่ใช้เครื่องจักร CNC แบ่งออกเป็น 2 ประเภทหลักๆ ได้แก่ "ปลูกฝังไม่ได้" และ "ปลูกฝังได้" แบบแรกเป็นแกนหลักในการทำงานของอุปกรณ์ทางการแพทย์ ในขณะที่แบบหลังเป็น "ส่วนประกอบในการช่วยชีวิต" ที่มาแทนที่เนื้อเยื่อของมนุษย์ที่เสียหาย ในด้านอุปกรณ์วินิจฉัย ความแม่นยำจะกำหนดความเสถียรในการทำงานของตลับลูกปืนโรตารี CT และความสม่ำเสมอของสนามแม่เหล็กของคอยล์ไล่ระดับ MRI ในด้านของรากฟันเทียม ความแม่นยำทางเรขาคณิตของมันส่งผลโดยตรงต่ออายุการใช้งานของข้อต่อเทียมและผลการรวมตัวของกระดูกของรากฟันเทียม ข้อมูลแสดงให้เห็นว่าส่วนประกอบของรากฟันเทียมที่ผลิตโดยใช้เครื่องจักรที่มีความแม่นยำ CNC มีอัตราภาวะแทรกซ้อนทางคลินิกที่ต่ำกว่า 60% เมื่อเทียบกับที่ผลิตโดยใช้วิธีการแบบดั้งเดิม ขณะเดียวกันก็เพิ่มอัตราการระบุตำแหน่งของส่วนประกอบหลักสำหรับอุปกรณ์ทางการแพทย์ระดับไฮเอนด์เป็น 45% ในเวลาเดียวกัน
คุณสมบัติของวัสดุหลักและความเข้ากันได้ของเครื่องจักร
การเลือกวัสดุเป็นขั้นตอนหลักในการตัดเฉือน CNC ของอุปกรณ์การแพทย์และชิ้นส่วนรากฟันเทียม โดยจะต้องเป็นไปตามข้อกำหนดหลักสามประการไปพร้อมๆ กัน ได้แก่ ความปลอดภัยทางชีวภาพ ความเข้ากันได้ทางกลไก และความเป็นไปได้ในการตัดเฉือน วัสดุกระแสหลักและลักษณะความเข้ากันได้มีดังนี้:
1. วัสดุที่เป็นโลหะ: ตัวพาหลักสำหรับรากฟันเทียม
- โลหะผสมไทเทเนียม (เกรด Ti-6Al-4V และ ELI): เนื่องจากเป็นวัสดุที่ต้องการสำหรับการปลูกถ่ายกระดูกและฟัน มีความต้านทานแรงดึง 860MPa และความหนาแน่นเพียง 4.5 ก./ซม. ผสมผสานความแข็งแรงสูงเข้ากับข้อดีด้านน้ำหนักเบา นอกจากนี้ ยังแสดงความเข้ากันได้ทางชีวภาพที่ดีเยี่ยม ก่อให้เกิดพันธะที่มั่นคงกับกระดูกมนุษย์ ในระหว่างการตัดเฉือน CNC ต้องใช้เครื่องมือเคลือบเพชร (อัตราการสึกหรอ ≤5μm/ชม.) ควบคู่กับความเร็วแกนหมุน 8000-12000 รอบต่อนาที เพื่อหลีกเลี่ยงปัญหาการเกาะติดของเครื่องมือที่เกิดจากการนำความร้อนของวัสดุต่ำ เพื่อให้มั่นใจว่าเกลียวและพื้นผิวมีความแม่นยำ
- โคบอลต์-โครเมียมอัลลอยด์ (CoCrMo): เหมาะสำหรับส่วนประกอบส่วนต่อประสานการเสียดสีของข้อต่อเทียม โดยมีความทนทานต่อการสึกหรอมากกว่าไททาเนียมอัลลอยด์ถึงสามเท่า และทนทานต่อการกัดกร่อนตรงตามมาตรฐาน ISO 10993 เครื่องมือกล CNC แบบห้าแกนผ่านการตัดเฉือนมุมสัมผัสเครื่องมืออย่างต่อเนื่อง สามารถควบคุมความหยาบของพื้นผิวได้ถึง Ra≤0.4μm ซึ่งช่วยลดการสร้างอนุภาคการสึกหรอระหว่างการเคลื่อนไหวของข้อต่อ
- สแตนเลส 316L: ใช้สำหรับส่วนประกอบเพลาของเครื่องมือผ่าตัดและขั้วต่อสำหรับอุปกรณ์ล้างไต ด้วยปริมาณคาร์บอน ≤0.03% หลังจากการตัดเฉือน CNC และการบำบัดฟิล์ม จะเกิดชั้นป้องกันออกไซด์ที่เสถียรขึ้น ซึ่งให้ความต้านทานต่อการกัดกร่อนของของเหลวในร่างกายได้นานกว่า 10 ปี ในระหว่างการตัดเฉือน หัวจับแม่เหล็กจะใช้สำหรับการจับยึดแบบไม่ทำลาย ร่วมกับสารหล่อเย็นเกรดทางการแพทย์เพื่อหลีกเลี่ยงการปนเปื้อนบนพื้นผิว
2. วัสดุโพลีเมอร์: เหมาะสำหรับส่วนประกอบที่ใช้งานได้จริง
- PEEK (โพลีอีเทอร์อีเทอร์คีโตน): คุณสมบัติการฉายรังสีทำให้เป็นวัสดุที่เหมาะสำหรับอุปกรณ์เชื่อมกระดูกสันหลัง โดยหลีกเลี่ยงการรบกวนจากการปลูกถ่ายโลหะในการวินิจฉัยภาพหลังการผ่าตัด เครื่องจักรกลซีเอ็นซีใช้ฟิกซ์เจอร์การดูดซับสุญญากาศ (ความแม่นยำของตำแหน่ง ≤±2μm) และการตัดแบบไมโคร (ความลึกของการตัด ≤0.05 มม.) ควบคุมการเปลี่ยนรูปเนื่องจากความร้อนของวัสดุ ทำให้มั่นใจในความแม่นยำในการติดตั้งอุปกรณ์ฟิวชั่นระหว่างกระดูกสันหลัง
- PTFE (polytetrafluoroethylene): ใช้สำหรับลูกสูบกระบอกฉีดยาและซีลท่อ ในระหว่างการกลึง CNC อัตราป้อนจะต้องลดลงเหลือ 0.01-0.03 มม./รอบ เพื่อให้ได้ความแม่นยำของพื้นผิว Ra≤0.2μm ซึ่งช่วยลดการตกค้างของยาและความต้านทานการผลัก








แท็กยอดนิยม: อุปกรณ์การแพทย์และชิ้นส่วนรากฟันเทียม, ผู้จัดจำหน่าย, ผู้ผลิต
หมวดหมู่ที่เกี่ยวข้อง
ชิ้นส่วนลวด EDM
ชิ้นส่วนแม่พิมพ์ปั๊มโลหะ
อุปกรณ์จับยึดเครื่องมือที่มีความแม่นยำ
ชิ้นส่วนเครื่องจักรกลซีเอ็นซี
เครื่องกลึงซีเอ็นซี
ส่งคำถาม
โปรดส่งคำถามของคุณในแบบฟอร์มด้านล่าง เราจะตอบกลับคุณภายใน 24 ชั่วโมง





