


เม็ดมีดตัดตายปั๊มแม่นยำ
เซินเจิ้น Xincheng Precision Technology Co., Ltd. เชี่ยวชาญด้านการตัดเฉือน EDM แบบลวดช้าที่มีความแม่นยำสูงเป็นพิเศษ การตัดโปรไฟล์ระดับไมโคร การตัดเฉือนทังสเตนคาร์ไบด์อย่างแม่นยำ และการผลิตส่วนประกอบแม่พิมพ์ที่มีความแม่นยำ บริษัทติดตั้งเครื่องจักร EDM แบบลวดช้าที่มีความแม่นยำสูง เช่น Sodick AP250L และ Seibu MM35HP รวมถึงระบบตรวจสอบอัตโนมัติซีรีส์ Keyence IM สิ่งนี้ช่วยให้เราสามารถดำเนินโครงการตัดเฉือนขนาดเล็กที่มีความท้าทายสูงและแม่นยำเป็นพิเศษ และมอบเม็ดมีดปั๊มไดคัทที่มีความแม่นยำสูงคุณภาพสูงให้กับคุณ
ส่งคำถาม
รายละเอียดสินค้า
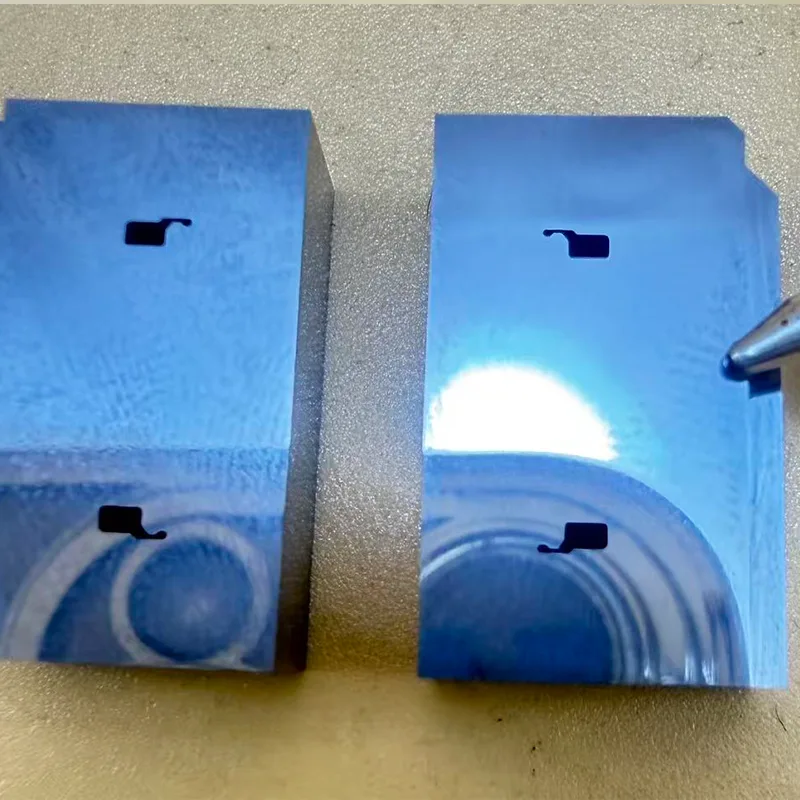
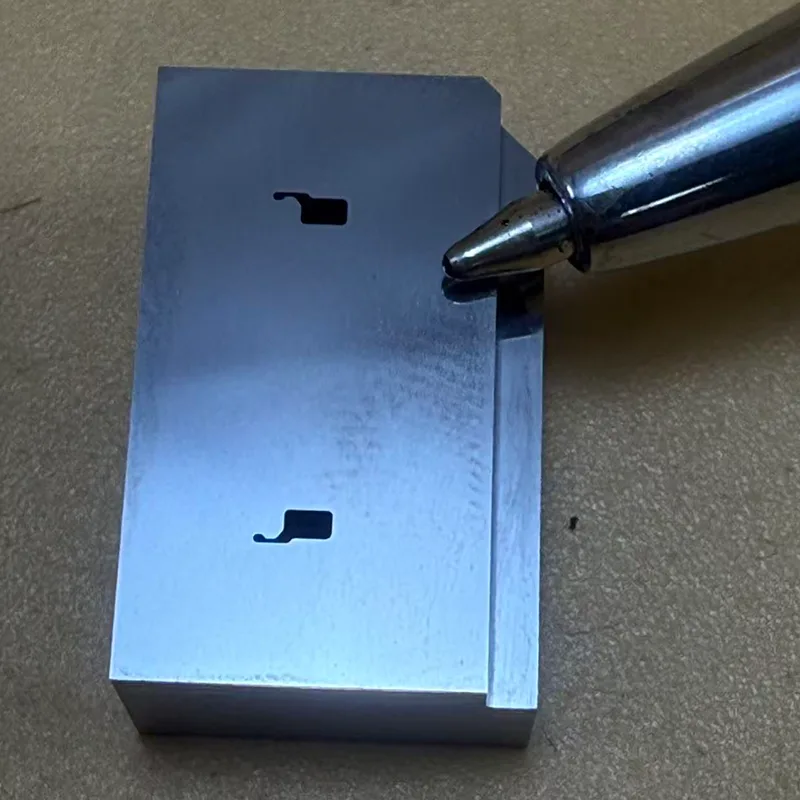
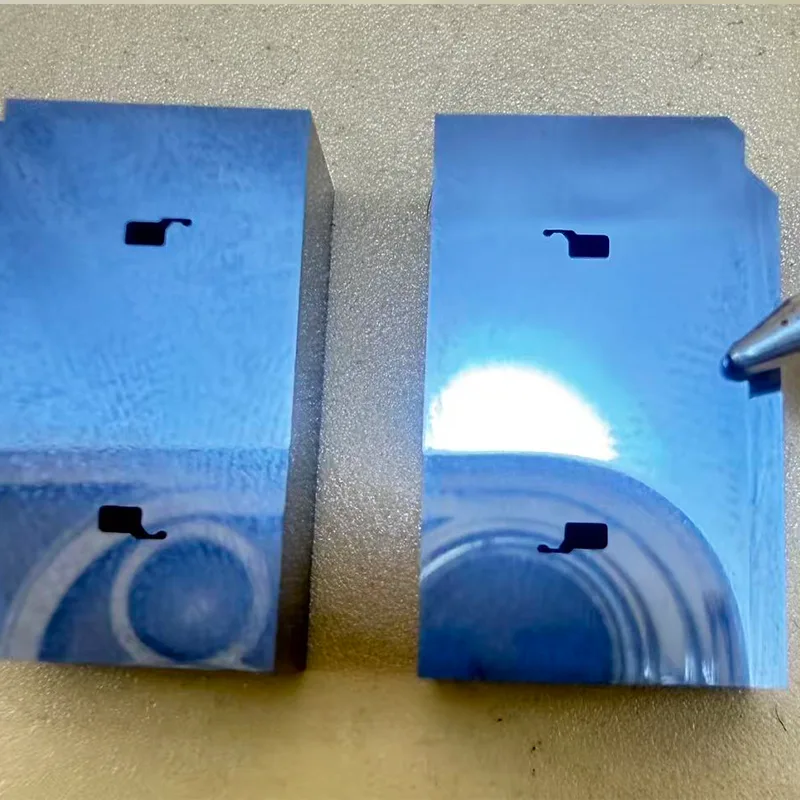
กรณีศึกษานี้ให้รายละเอียดเกี่ยวกับโครงการตัดเฉือน EDM แบบลวดช้าที่มีความแม่นยำสูงเป็นพิเศษสำหรับเม็ดมีดปั๊มไดคัทที่มีความแม่นยำสูง เม็ดมีดผลิตจากซีเมนต์คาร์ไบด์ KD20 (ทังสเตนคาร์ไบด์) ซึ่งมีความแข็งของวัสดุ HRA 90–92; มันเป็นตัวอย่างทั่วไปของส่วนประกอบแม่พิมพ์ที่มีความแข็งสูงและมีความเปราะบางสูงที่มีความแม่นยำสูง รูปทรงของผลิตภัณฑ์ประกอบด้วยโปรไฟล์ไมโครที่ซับซ้อน คมตัดตรงแบบเรียวเป็นศูนย์ และโครงสร้างเรียวที่มีความเที่ยงตรงที่ซับซ้อน เม็ดมีดเหล่านี้ใช้กันอย่างแพร่หลายในด้านแม่พิมพ์ตัวเชื่อมต่อ แม่พิมพ์ IC และเซมิคอนดักเตอร์ ฮาร์ดแวร์ที่มีความแม่นยำสำหรับการใช้งานพลังงานใหม่ และแม่พิมพ์ปั๊มอิเล็กทรอนิกส์ระดับไฮเอนด์
พารามิเตอร์การตัดเฉือน
|
กำลังประมวลผลรายการ |
รายละเอียดพารามิเตอร์ |
|
ชื่อชิ้นงาน |
เม็ดมีดขอบตัดแม่พิมพ์ปั๊มความแม่นยำ |
|
อุปกรณ์แปรรูป |
เครื่อง EDM ลวด Sodick AP250L |
|
เส้นผ่านศูนย์กลางลวดอิเล็กโทรด |
ลวดทองแดงละเอียดพิเศษ 0.05 มม |
|
เทคโนโลยีการประมวลผล |
1 การตัดหยาบ + 8 การตัดแต่งให้เสร็จสิ้น |
|
อุปกรณ์ทดสอบ |
Keyence IM-1220 เครื่องมือวัดภาพอัตโนมัติ |
|
วัสดุชิ้นงาน |
โลหะผสมทังสเตนคาร์ไบด์ KD20 |
|
ความแข็งของวัสดุ |
HRA 90~92 (ประมาณ HRC 69~72) |
|
ความจุความคลาดเคลื่อนมิติ |
±0.001 มม |
|
วิธีการตัดเฉือนภายนอก |
กระบวนการตัดและเจียรแบบแข็งแบบรวม |
|
โครงสร้างใบมีดตรง |
ความสูง 2 มม. ใบมีดตรงเรียวศูนย์ 0° |
|
โครงสร้างการตัดเรียว |
การตัดเทเปอร์เปล่าเต็มวงกลม 0.5° ที่ส่วนล่าง |
ข้อกำหนดกระบวนการตัดเฉือนหลัก
โปรไฟล์ภายนอกได้รับการประมวลผลโดยใช้กลยุทธ์การตัดและการเจียรแบบผสมผสานเพื่อให้แน่ใจว่าขนาดของ Datum ได้รับการกำหนดอย่างถูกต้องแม่นยำในการทำงานครั้งเดียว จึงช่วยเพิ่มความแม่นยำในการประกอบโดยรวมและความสม่ำเสมอของ Datum
ช่องภายในมีค่าเผื่อการตัดเฉือนด้านเดียวที่ +0.005 มม. ด้วยการผ่านการตกแต่งหลายครั้ง มิติต่างๆ จะค่อยๆ เข้าใกล้เพื่อลดผลกระทบจากความร้อนและการเบี่ยงเบนของมิติ
คมตัดตรงภายในซึ่งมีความสูง 2 มม. ได้รับการควบคุมอย่างเข้มงวดเพื่อรักษาเทเปอร์ 0° (ศูนย์) เพื่อให้มั่นใจถึงคุณภาพพื้นผิวการตัดปั๊มที่เหนือกว่าและความสม่ำเสมอของคมตัด
ส่วนล่างของคมตัดมีเทเปอร์ 0.5° เส้นรอบวงเต็ม (มุมนูน) เพื่อเพิ่มความเสถียรในการขับเศษออกระหว่างการปั๊มอย่างต่อเนื่อง
ชิ้นงานทุกชิ้นผ่านการตรวจสอบแบบเต็มมิติโดยใช้ระบบการวัดด้วยภาพอัตโนมัติเต็มรูปแบบของ Keyence IM-1220 ซึ่งสร้างระบบควบคุมแบบวงปิดระหว่างการตัดเฉือนและการตรวจสอบ
AP250L + ลวด 0.05 มม. + 1 การกลึงหยาบ / การควบคุมกระบวนการตัดขั้นสุดท้าย 8 ครั้ง
การตัดเฉือนดำเนินการโดยใช้ลวดทองแดงที่ละเอียดพิเศษ 0.05 มม. ทำให้มีความต้องการความเสถียรของอุปกรณ์ การควบคุมการปล่อยประจุไฟฟ้า และการควบคุมความตึงของสายไฟสูงมาก
ในระหว่างกระบวนการตัดเฉือน มีการใช้กลยุทธ์ในการลดพลังงานการปล่อยออกอย่างต่อเนื่องในแต่ละรอบการเก็บผิวละเอียด ซึ่งเกี่ยวข้องกับการผ่านการตัดหยาบหนึ่งรอบ ตามด้วยรอบการเก็บผิวละเอียดที่ใช้พลังงานต่ำพิเศษแปดรอบ เพื่อค่อยๆ บรรเทาความเค้นตกค้างภายในภายในวัสดุทังสเตนคาร์ไบด์ KD20 การผ่านการตกแต่งหลายครั้งจะช่วยลดความหนาของชั้นที่ได้รับผลกระทบจากการปล่อยประจุไฟฟ้าได้อย่างมีประสิทธิภาพ ปรับปรุงความสมบูรณ์ของโครงสร้างของคมตัด และยืดอายุความต้านทานการสึกหรอและอายุการใช้งานของใบมีด
การควบคุมการชดเชยเส้นทางพลังงานต่ำถูกนำไปใช้กับพื้นที่ระดับไมโครเพื่อลดความเสี่ยงของการตัดเกินที่มุมเล็กๆ และความเสียหายจากความร้อนต่อคุณสมบัติโครงสร้างที่ดี
ในระหว่างการดำเนินการตัดเฉือนเป็นเวลานาน ลำดับความสำคัญจะอยู่ที่การรักษาเสถียรภาพของความตึงของสายไฟและความสม่ำเสมอของการปล่อยกระแสไฟฟ้า เพื่อลดความเสี่ยงของการแตกหักของสายไฟ การบิ่นที่มุม และการเบี่ยงเบนของขนาด
หลังจากผ่านการเก็บผิวละเอียดแปดรอบ คมตัดจะได้ผิวที่ปราศจากเสี้ยน ไม่มีการยุบตัว และขัดเงาเหมือนกระจก
ความท้าทายในการตัดเฉือนโครงสร้างจุลภาค
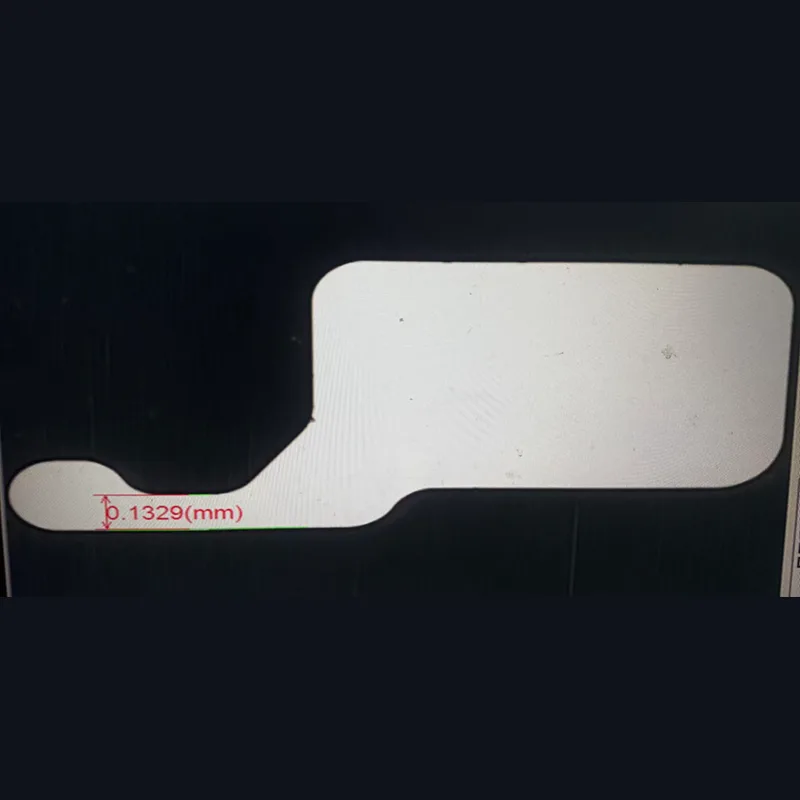
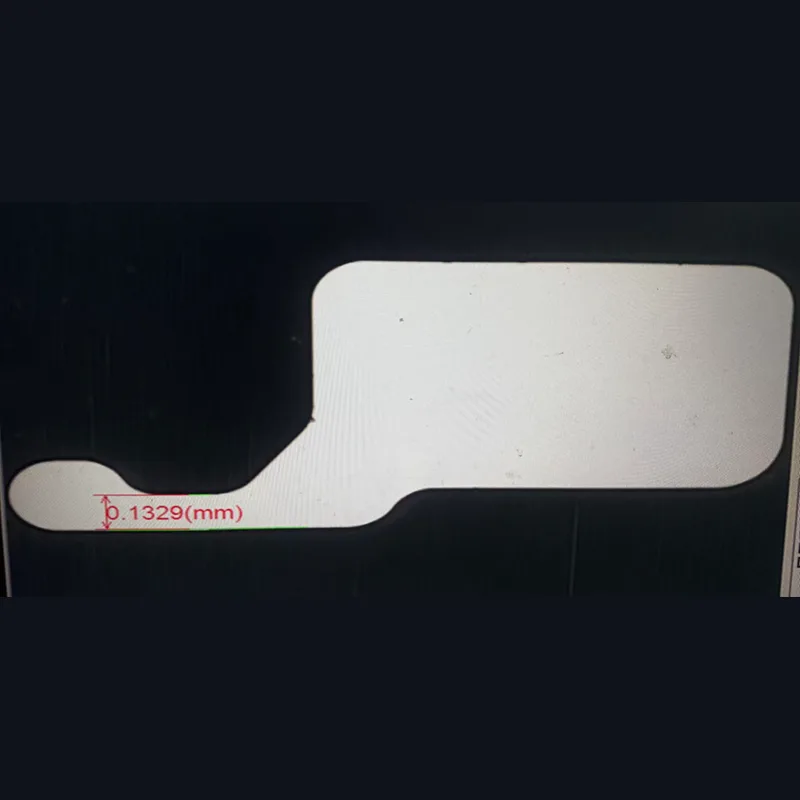
เม็ดมีดตัดแม่พิมพ์ปั๊มความแม่นยำเป็นตัวอย่างที่สำคัญของโครงสร้างเรขาคณิตที่ซับซ้อนที่มีความแม่นยำสูงพิเศษ ระดับจุลภาค และ ชิ้นงานมีมุมภายในที่เล็กเป็นพิเศษ คมตัดที่ละเอียดระดับไมโคร ช่องที่แคบเป็นพิเศษ และรูปทรงการตัดเรียวที่ซับซ้อน พร้อมคุณสมบัติโครงสร้างที่ดีที่สุดที่วัดได้ประมาณ 0.1329 มม. ผลิตจากทังสเตนคาร์ไบด์ KD20 ซึ่งเป็นวัสดุที่มีความแข็งสูงและมีความเปราะโดยธรรมชาติ ชิ้นงานมีข้อกำหนดที่เข้มงวดอย่างยิ่งในการควบคุมพลังงานที่ปล่อยออกมา ความเสถียรทางความร้อน การชดเชยเส้นทาง และการควบคุมการตัดเทเปอร์แบบซิงโครไนซ์ สิ่งนี้มีความสำคัญอย่างยิ่งเมื่อใช้ลวดทองแดงที่มีความละเอียดพิเศษ 0.05 มม. ซึ่งแม้แต่ความตึงของลวดที่ผันผวนเพียงเล็กน้อยก็อาจทำให้ความสมบูรณ์ของคมตัดและความเสถียรของมิติของชิ้นส่วนลดลงได้
ควบคุมสภาพแวดล้อมการตัดเฉือนที่อุณหภูมิคงที่
ในระหว่างกระบวนการ EDM ป้อนลวดป้อนช้าที่มีความแม่นยำสูงเป็นพิเศษ สภาพแวดล้อมในโรงงานจะถูกรักษาไว้ที่อุณหภูมิคงที่ ด้วยการควบคุมความผันผวนของอุณหภูมิโดยรอบอย่างเข้มงวด ข้อผิดพลาดในการขยายเนื่องจากความร้อนและการเคลื่อนตัวของขนาด ซึ่งมักเกิดขึ้นระหว่างการดำเนินการตัดเฉือนเป็นเวลานาน จะลดลงอย่างมีประสิทธิภาพ ช่วยให้มั่นใจได้ถึงความเสถียรของขนาดที่สอดคล้องกันตลอดรอบการเก็บผิวละเอียดหลายรอบ ดังนั้นจึงเป็นไปตามข้อกำหนดการตัดเฉือนที่มีความแม่นยำสูงเป็นพิเศษด้วยค่าความคลาดเคลื่อน ±0.001 มม.
การควบคุมและตรวจสอบคุณภาพโดยใช้ IM-1220
มีการใช้ระบบการวัดภาพอัตโนมัติเต็มรูปแบบของ Keyence IM-1220 เพื่อทำการตรวจสอบด้วยการสแกนอัตโนมัติระดับไมครอน จึงขจัดข้อผิดพลาดที่อาจเกิดขึ้นที่เกี่ยวข้องกับการวัดด้วยตนเองได้อย่างมีประสิทธิภาพ
พารามิเตอร์การตรวจสอบที่สำคัญได้แก่ ขนาดของรูปทรงภายในและภายนอก ค่าเผื่อการตัดเฉือนด้านเดียว ความตั้งฉากของส่วนคมตัด 2 มม. มุมเทเปอร์ 0.5° และผิวสำเร็จของคมตัด
ระบบการตรวจสอบสามารถแก้ไขความคลาดเคลื่อนที่ยอมรับได้จนถึง ±0.001 มม. ได้อย่างน่าเชื่อถือ และสร้างรายงานการตรวจสอบคุณภาพแบบดิจิทัลโดยอัตโนมัติ
ด้วยการใช้ผลป้อนกลับที่ได้รับจากข้อมูลการตรวจสอบ พารามิเตอร์การตัดเฉือนและค่าการชดเชยสามารถปรับให้เหมาะสมยิ่งขึ้นได้ ดังนั้นจึงสร้างระบบควบคุมแบบวงปิดที่ผสานรวมกระบวนการตัดเฉือนและการตรวจสอบได้อย่างราบรื่น
การควบคุมคุณภาพที่ล้ำสมัย
ด้วยขั้นตอนต่างๆ ของการเก็บผิวละเอียดด้วยความแม่นยำพลังงานต่ำเป็นพิเศษ คมตัดสุดท้ายยังคงคม ปราศจากเสี้ยน ไม่มีการยุบตัวของขอบ และไม่มีรอยไหม้ ในขณะเดียวกัน กระบวนการนี้ลดความเสี่ยงของการสะสมของพื้นผิวการปล่อยและการแตกร้าวที่ขอบด้วยกล้องจุลทรรศน์ ซึ่งจะช่วยปรับปรุงคุณภาพของหน้าตัดที่มีการประทับตรา และยืดอายุการใช้งานอย่างต่อเนื่องของเม็ดมีด Die Cutting Stamping ที่มีความแม่นยำ
สาขาที่เกี่ยวข้อง
• แม่พิมพ์ปั๊มขึ้นรูปที่มีความแม่นยำ
• แม่พิมพ์เชื่อมต่อ
• แม่พิมพ์ไอซีเซมิคอนดักเตอร์
• ส่วนประกอบทางการแพทย์ที่มีความแม่นยำ
• แม่พิมพ์ปั๊มอิเล็กทรอนิกส์ที่มีความแม่นยำ
• ฮาร์ดแวร์ที่มีความแม่นยำสำหรับการใช้งานด้านพลังงานใหม่
แท็กยอดนิยม: เม็ดมีดตัดตายปั๊มแม่นยำ จีน ผู้ผลิต ผู้จำหน่าย โรงงาน
หมวดหมู่ที่เกี่ยวข้อง
ชิ้นส่วนลวด EDM
ชิ้นส่วนแม่พิมพ์ปั๊มโลหะ
อุปกรณ์จับยึดเครื่องมือที่มีความแม่นยำ
ชิ้นส่วนเครื่องจักรกลซีเอ็นซี
เครื่องกลึงซีเอ็นซี
ส่งคำถาม
โปรดส่งคำถามของคุณในแบบฟอร์มด้านล่าง เราจะตอบกลับคุณภายใน 24 ชั่วโมง





